
- English
- Español
- Português
- русский
- Français
- 日本語
- Deutsch
- tiếng Việt
- Italiano
- Nederlands
- ภาษาไทย
- Polski
- 한국어
- Svenska
- magyar
- Malay
- বাংলা ভাষার
- Dansk
- Suomi
- हिन्दी
- Pilipino
- Türkçe
- Gaeilge
- العربية
- Indonesia
- Norsk
- تمل
- český
- ελληνικά
- український
- Javanese
- فارسی
- தமிழ்
- తెలుగు
- नेपाली
- Burmese
- български
- ລາວ
- Latine
- Қазақша
- Euskal
- Azərbaycan
- Slovenský jazyk
- Македонски
- Lietuvos
- Eesti Keel
- Română
- Slovenski
- मराठी
- Srpski језик


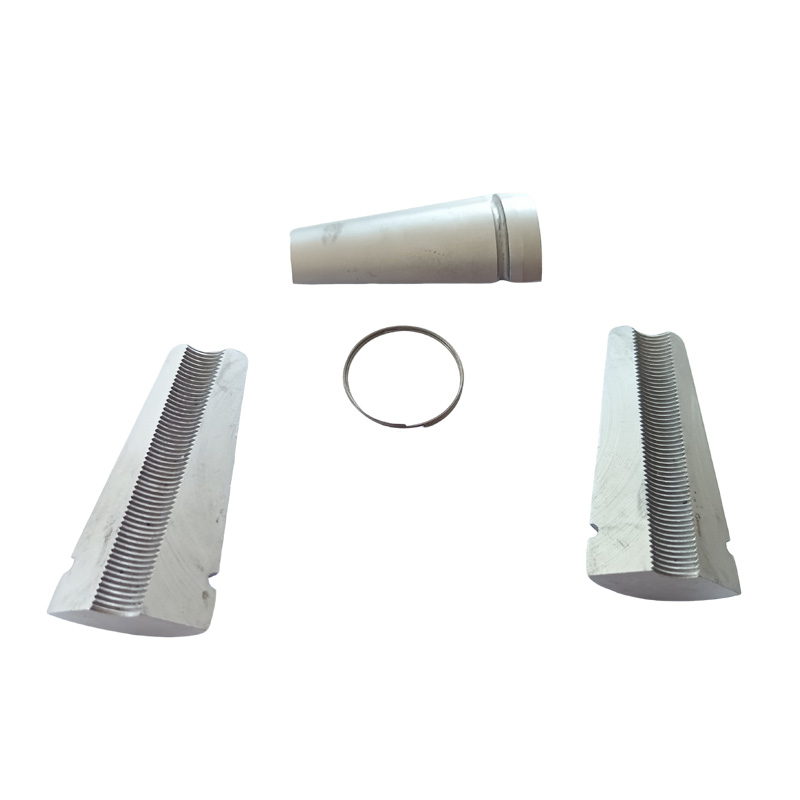
Студено ковани опъващи клинове
Xiaoguo® позволява персонализиране на модела на повърхността на зъбците на студено кованите клинове за опъване на стълба. Той е прецизно обработен според вашите изисквания за образуване на еднакви зъбни шарки, които могат здраво да захапят 12,7 - 17,8 mm стоманени кабели. Дори когато силата на опън достигне до 2000MPa, той няма да се плъзне. Искате ли такъв продукт?
Изпратете запитване
Описание на продукта
Материал
Изборът на студено ковани материали за опъващи клинове пряко влияе върху крайната му работа, особено баланса между повърхностната устойчивост на износване и здравината на сърцевината.
Общи материални системи:
(1)20CrMnTi (предпочитан)
Като нисковъглеродна легирана стомана, тя е предпочитаният материал за производство на предварително напрегнати клинове с висока якост. Неговото основно предимство се състои в способността за постигане на изключително висока твърдост и устойчивост на износване на повърхността чрез процеси на карбуризиране или въглеродно-азотни процеси на съвместно карбуризиране, като същевременно се поддържа добра издръжливост вътре в студенокованите клинове за опън.
(2)40Cr / 45# стомана
Тези два материала постигат баланс между производителност и цена и са подходящи за сценарии с умерени изисквания за якост.
(3)Други материали
В американската стандартна система също се използват материали като AISI C12L14, C11L17, 40Cr и C45.

Занаятчийски изисквания
Студеното коване е основен производствен процес за студено ковани пост опън клинове, които могат не само да осигурят висока прецизност, но и значително да подобрят производствената ефективност и използването на материала.
【1】 Основен производствен процес
(1)Студено зареждане / Студено екструдиране: Основният процес включва използване на машина за студено зареждане или преса за екструдиране и оформяне на металната заготовка при стайна температура.
(2)Процес на формоване: Производственият процес обикновено включва стъпки като „рязане на материала → оформяне на плоския поансон → многопозиционно формоване на студена глава“ и може да произведе основната форма на студено кованите опънати клинове на един или няколко етапа.
(3)Предимство на процеса: Процесът на студено коване има изключително висока степен на използване на материала, обикновено достигаща над 85%, а усъвършенстваните техники могат дори да постигнат до 99%.
【2】 Ключова точност на обработка:
(1)Грапавост на повърхността: Грапавостта на повърхността на ключови съвпадащи повърхности като конусните отвори на анкерната плоча е изключително висока. Обикновено стойността на Ra за конусните отвори е 0,8, докато за другите части е 3,2, за да се осигури самозаключваща се производителност.
(2)Толеранс на размерите: Отклонението на диаметъра на анкерната плоча трябва да бъде в рамките на ±0,5 mm, а грешката на ъгъла на конуса трябва да бъде в рамките на ±0,3°.

ЧЗВ
(1)Материалът на студенокованите напрегнати клинове отговаря ли на изискванията за издръжливост при ниски температури (като -40°C)?
A: Да. Нашият материал е преминал теста за удар при -40°C при ниска температура, с енергия на удара ≥ 27J (в съответствие със стандарт GB/T 229).
(2)Какви са предимствата на студеното коване пред традиционното горещо коване или механична обработка?
О: Студеното коване (студено зареждане / студено екструдиране) се формира при стайна температура и има три основни предимства:
①Висока степен на използване на материала
②Висока точност на размерите
③Добро качество на повърхността
(3)Какъв вид повърхностна обработка се използва?
Стандартната повърхностна обработка е фосфатиране + маслено покритие (основно против ръжда).
За среди с висока степен на корозия могат да бъдат избрани опции като Dacromet или покритие от цинк-никелова сплав.
Горещи маркери: Студено ковани опънати клинове, Китай, производител, доставчик, фабрика
Свързана категория
Горещо поцинкована стоманена тел от стомана
Поцинкована стоманена тел за оптични кабели
Стоманени нишки
Кръгло телено въже
Самолет стоманена тел въже
Тел от неръждаема стомана
Грайферен клин
Грипер за закрепване
Изпратете запитване
Моля, не се колебайте да изпратите вашето запитване във формата по-долу. Ще ви отговорим до 24 часа.








