
- English
- Español
- Português
- русский
- Français
- 日本語
- Deutsch
- tiếng Việt
- Italiano
- Nederlands
- ภาษาไทย
- Polski
- 한국어
- Svenska
- magyar
- Malay
- বাংলা ভাষার
- Dansk
- Suomi
- हिन्दी
- Pilipino
- Türkçe
- Gaeilge
- العربية
- Indonesia
- Norsk
- تمل
- český
- ελληνικά
- український
- Javanese
- فارسی
- தமிழ்
- తెలుగు
- नेपाली
- Burmese
- български
- ລາວ
- Latine
- Қазақша
- Euskal
- Azərbaycan
- Slovenský jazyk
- Македонски
- Lietuvos
- Eesti Keel
- Română
- Slovenski
- मराठी
- Srpski језик






Спестяваща време гайка
По време на монтажа, спестяващата време закрепваща гайка деформира околния метален лист, създавайки здрава механична блокировка. Xiaoguo® е надежден доставчик, произвеждащ болтове, гайки и винтове.
Модел:QIB/IND CLA
Изпратете запитване
Описание на продукта
За да монтирате правилно закрепващата гайка, която спестява време, имате нужда от съвместима преса – може да бъде хидравлична, пневматична или сервоелектрическа – с добър контрол върху тонажа, плюс правилно изработени инструменти (комплект щанци и матрици). Поансонът натиска директно гайката, забивайки я в металния лист, който е поставен върху поддържаща кухина на матрицата. Една добре проектирана матрица позволява на материала да тече по контролиран начин в захващащите части на гайката. Поддържането на силата стабилна и всичко подравнено е наистина важно. Ако не използвате достатъчно сила, клинчът ще бъде слаб. Използвайте твърде много и може да повредите гайката или листа. И не е нужно предварително да нанизвате нищо първо.
Приложими сценарии:
Спестяващите време гайки за затягане се използват много в индустрии, които трябва да сглобяват метални листове ефективно. Ще ги намерите в автомобили - за панели на каросерията, скоби, части на шасито. Те също са в електрониката, като кутии, стелажи и радиатори. ОВК системите също ги използват в канали и модули. Уреди, с техните рамки и корпуси, телекомуникационни шкафове, мебели и осветление – всички те използват спестяващи време гайки.
Всяка работа, която се нуждае от здрава, надеждна шпилка с резба, стърчаща от металния лист (и разположена изравнена), работи добре със спестяваща време гайка. Той замества тези обемисти гайки за заваряване или разхлабени крепежни елементи, което прави дизайна и производството по-лесни.
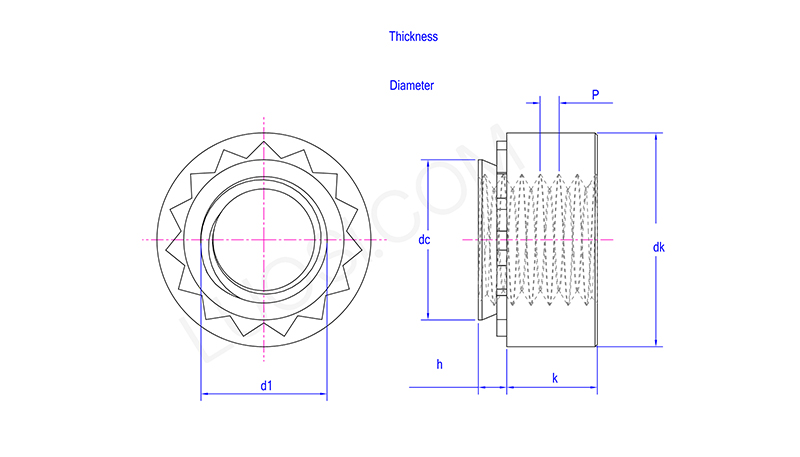
| пн | 256-0 | 256-1 | 256-2 | 348-0 | 348-1 | 348-2 | 440-0 | 440-1 | 440-2 | 440-3 | 632-0 |
| P | 56 | 56 | 56 | 48 | 48 | 48 | 40 | 40 | 40 | 40 | 32 |
| d1 | #2 | #2 |
#2 |
#3 |
#3 |
#3 |
#4 |
#4 |
#4 |
#4 |
#6 |
| постоянен ток макс | 0.165 | 0.165 | 0.165 | 0.165 |
0.165 |
0.165 |
0.165 |
0.165 |
0.165 |
0.165 |
0.187 |
| Диаметър на монтажните отвори мин |
0.166 | 0.166 |
0.166 |
0.166 |
0.166 |
0.166 |
0.166 |
0.166 |
0.166 |
0.166 |
0.1875 |
| Диаметър на монтажните отвори макс |
0.169 |
0.169 |
0.169 |
0.169 |
0.169 |
0.169 |
0.169 |
0.169 |
0.169 |
0.169 |
0.1905 |
| dk мин | 0.24 | 0.24 | 0.24 |
0.24 |
0.24 |
0.24 |
0.24 |
0.24 |
0.24 |
0.24 |
0.27 |
| dk макс | 0.26 |
0.26 |
0.26 |
0.26 |
0.26 |
0.26 |
0.26 |
0.26 |
0.26 |
0.26 |
0.29 |
| h макс | 0.03 | 0.038 | 0.054 | 0.03 | 0.038 | 0.054 | 0.03 | 0.038 | 0.054 | 0.087 | 0.03 |
| h кодер | 0 | 1 | 2 | 0 | 1 | 2 | 0 | 1 | 2 | 3 | 0 |
| k макс | 0.08 |
0.08 |
0.08 |
0.08 |
0.08 |
0.08 |
0.08 |
0.08 |
0.08 |
0.08 |
0.08 |
| k мин | 0.06 |
0.06 |
0.06 |
0.06 |
0.06 |
0.06 |
0.06 |
0.06 |
0.06 |
0.06 |
0.06 |
| Дебелина на монтажната плоча мин |
0.03 | 0.04 | 0.056 | 0.03 | 0.04 | 0.056 | 0.03 | 0.04 | 0.056 | 0.091 | 0.03 |
Обработка против ръжда:
Тази гайка често има повърхностни обработки, за да им помогне да устоят на ръжда и да изглеждат по-добре. Често срещаните включват цинково покритие - прозрачно, жълто или черно - цинково-никелово покритие, Geomet® (неелектролитно неорганично покритие) и пасивиране за неръждаема стомана. Покритието трябва да издържи на високото налягане на процеса на клинчиране, без да се отчупва.
Горещи маркери: Спестяваща време гайка, Китай, производител, доставчик, фабрика
Свързана категория
Шестоъгълна гайка
Квадратна гайка
Гайка с шестоъгълен фланец
Гайка
Капак гайка
Шестоъгълна шлицова гайка
Ръчно завийте гайката
Кръгла гайка
Гайки на главини
Т-образна гайка
Тръстиков орех
Други ядки
Изпратете запитване
Моля, не се колебайте да изпратите вашето запитване във формата по-долу. Ще ви отговорим до 24 часа.








